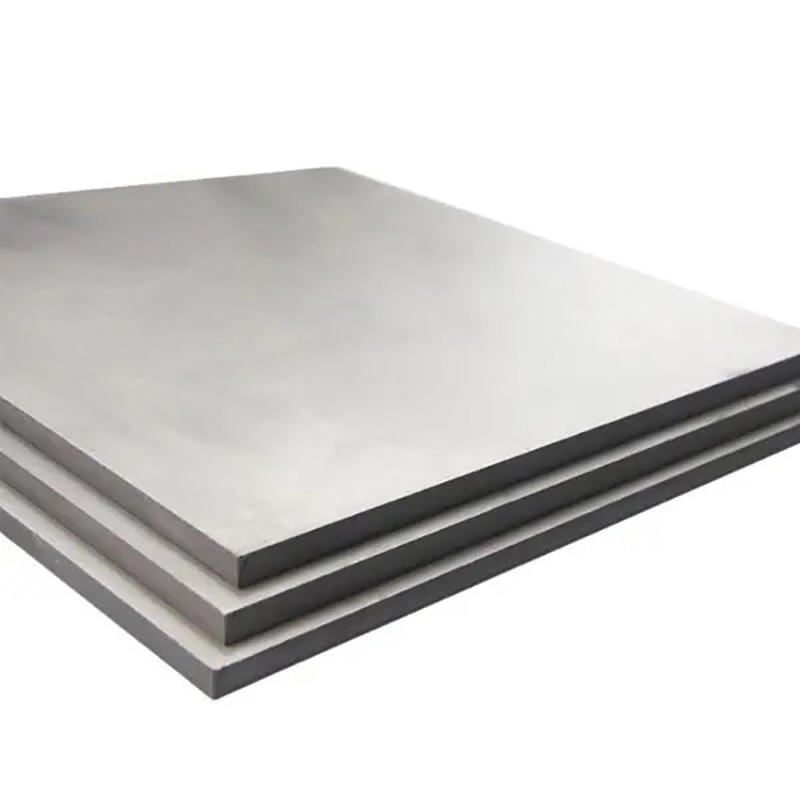
Corrosion-Resistant Titanium Composite Plate on Explosion Welded for Heat Exchangers & Marine Applications


Category
Minerals & Metallurgy
Sub-Category
Titanium
Completed orders
0
Price
$10.00
Delivery Cost
$1.00
Minimum Order
1
Kilogram(Weight)
Location
19th Wenquan Industrial Park,Titanium City Road, High-tech District, Baoji City, Shaanxi Province, China, , ,
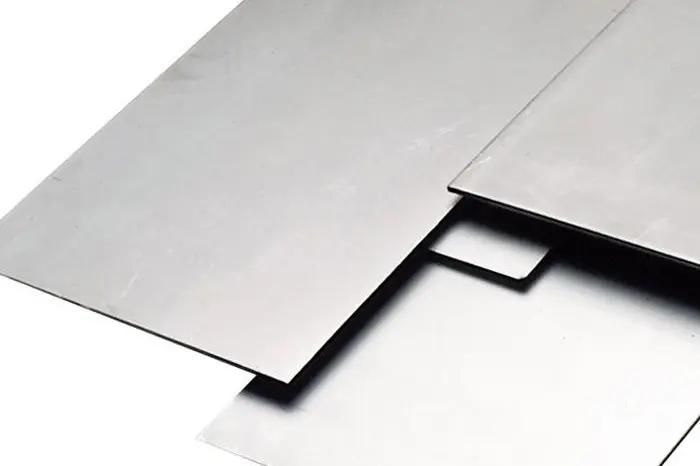
Product Name: Titanium Composite Plate
Application: Industrial Medical Aerospace
Length: Customized as the request
Technique: Cold Rolled
Width: Max 3000 mm
Grade: GR5
Ti (Min): 99.5
Processing Service: Bending, Welding, Decoiling, Cutting, Punching, Machining, Polishing
Technique: Cold Rolled/Hot Rolled
Shape: Titanium foil strip/titanium sheets plate/titanium coil
Surface: Pickling, Sandblasting, Polished, Mirror
Plate cutting method: Water jet cutting/Wire cutting/Laser cutting, etc


 Company Rating
Company Rating
Overall Rating
Description Rating
Delivery time
Contact
Professionalism
You may like this

Ti6Al4V Titanium Alloy Rectangular Bar High Strength Corrosion Resistant
Price: $10.00 per piece
Grade 1/2 Titanium Plate for Industrial High Quality
Price: $10.00 per piece

High Purity Titanium Hex Rod for Industry
Price: $10.00 per piece

High Purity Polishing and Cutting Titanium Wire
Price: $10.00 per piece